Advanced Detection Systems offers metal detection systems to protect product purity and increase efficiency
Food processing and packaging applications require metal detection systems well suited to your specific process and product. Metal detection is essential for food processors for protection of equipment, product purity, consumer safety, contract requirements and meeting regulatory compliances.
Food Packaging & Processing metal detectors are designed for use in:
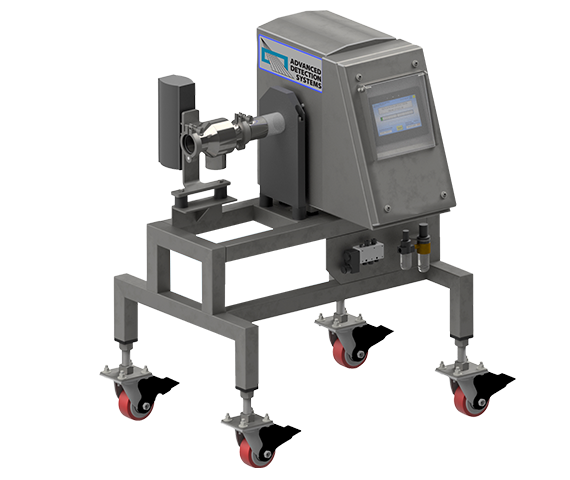
Conveyor mount systems inspecting loose or packaged product conveyed through the metal detector – like Advanced Detection Systems ProScan Conveyor System.
These systems are designed to provide metal detection and positive rejection of metal contaminated product.
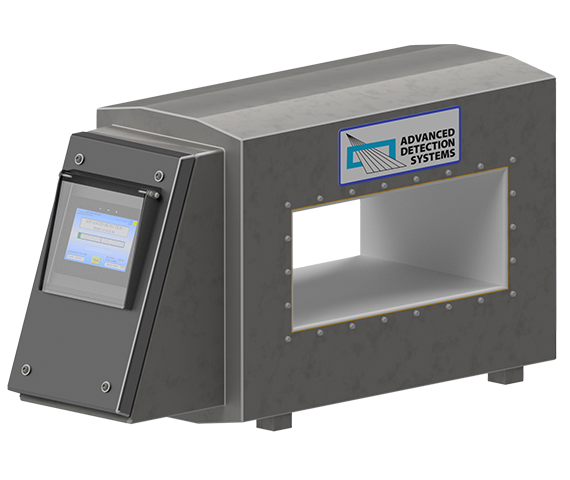
Advanced Detection Systems manufactures the ProScan Max® III food processing metal detector, as a solution for our customer’s needs. The ProScan Max® III is designed to simplify food processors’ quality control documentation with enhanced detection levels and improved user interface. Advanced Detection Systems tests your product, guarantees ProScan Max® III detection levels and builds the system for optimum performance given the unique characteristics of your specific products.
The ProScan Max® III is designed for reliability in any environment. Built to IP69K heavy wash down standards, it can be used in cold, wet, dry or warm environments and is installed with our ProScan Series metal detectors.
Advanced Detection Systems Food Processing & Packaging Metal Detectors
The metal detection systems and products listed below are designed to fit your specific food processing and packaging needs